【(蚌埠)【本地】滚压管珩磨管报价欢迎新老客户垂询】的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:【(蚌埠)【本地】滚压管珩磨管报价欢迎新老客户垂询】的图文介绍

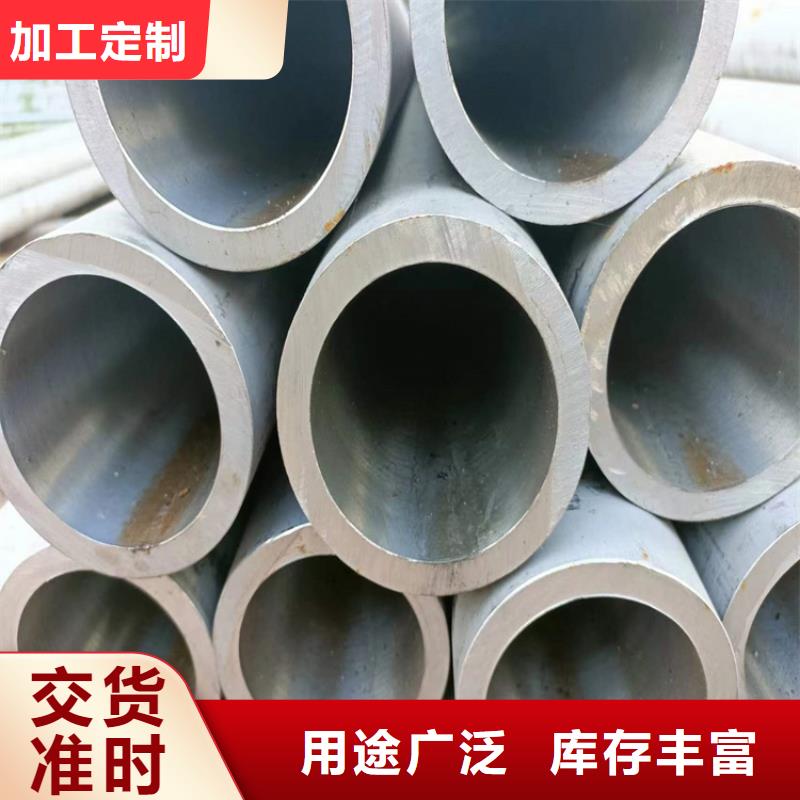
蚌埠珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
蚌埠珩磨管油缸管绗磨管在装配硬管的过程中,应按规定弯曲半径使管路弯曲,否则会使管路产生不同的弯曲内应力,在油压的作用下逐渐产生渗漏。硬管弯曲半径过小,就会导致管路外侧管壁变薄,内侧管壁存在皱纹,使管路在弯曲处存在很大的内应力,强度大大减弱,在强烈振动或高压冲击时,管路就易产生横向裂纹而漏油;如果硬管弯曲部位出现较大的椭圆度,当管内油压脉动时就易产生纵向裂纹而漏油。
软管安装时,若弯曲半径不符合要求或软管扭曲等,皆会引起软管破损而漏油。
1.2.2 管路安装固定不符合要求
常见的安装固定不当有:
(1)在安装油管时,不顾管路的长度、角度、螺纹是否合适强行进行装配,使管路变形,产生安装应力,同时很容易碰伤管路,导致其强度下降;
(2)安装油管时不注意固定,拧紧螺栓时管路随之一起转动,造成管路扭曲或与别的部件相碰而产生摩擦,缩短管路的使用寿命;
(3)管路卡子固定有时过松,使管路与卡子间产生的摩擦、振动加强;有时过紧,使管路表面(特别是铝管)夹伤变形;这些情况都会使管路破损而漏油;
(4)管路接头紧固力矩严重超过规定,使接头的喇叭口断裂,螺纹拉伤、脱扣,导致严重漏油的事故滚压管
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
安达液压机械有限公司引进先进的 蚌埠不锈钢油缸管、技术,性能更稳定,用拥有领先的制造和检测设备, 蚌埠不锈钢油缸管、生产效率更高。
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
蚌埠珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")
[本地]滚压管珩磨管报价欢迎新老客户垂询】")



 扫一扫
扫一扫